Products




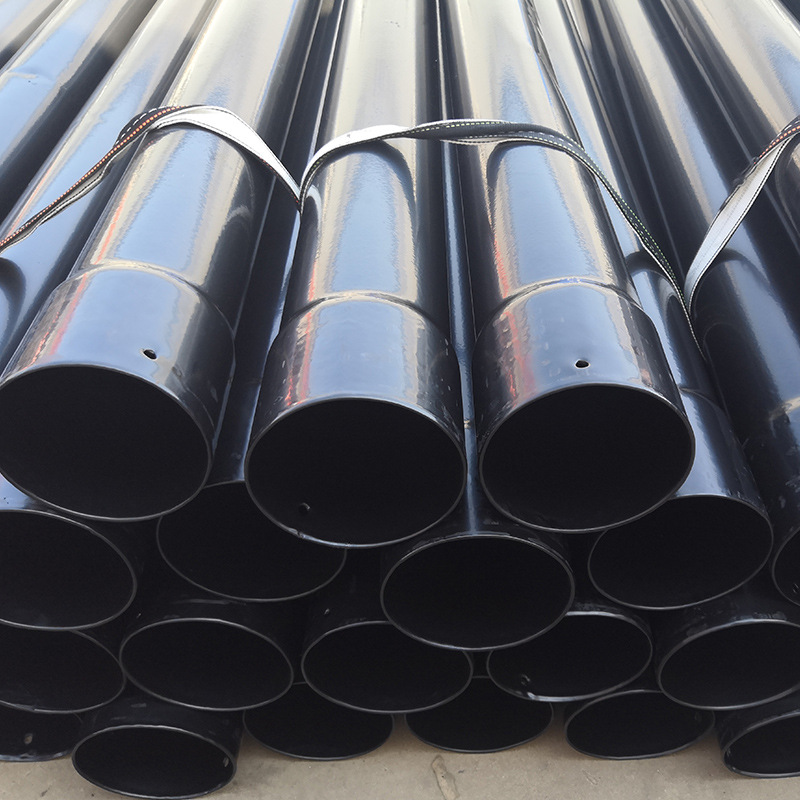
SSAW Carbon Steel Pipe
Parameter
| Production Pange | ||||||||||||||||||
|
WT mm OD inch |
5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 |
| 8--12 | √ | √ | √ | √ | ||||||||||||||
| 14-36 | √ | √ | √ | √ | √ | √ | √ | |||||||||||
| 38-48 | √ | √ | √ | √ | √ | √ | √ | √ | ||||||||||
| 50-56 | √ | √ | √ | √ | √ | √ | √ | √ | √ | |||||||||
| 58-68 | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |||||||
| 70-80 | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |||||||
| 82-100 | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | √ | |||||

SSAW spiral welded pipe includes ordinary spiral steel pipe and thick wall spiral steel pipe. Compared with ordinary thick wall spiral steel pipe, the advantages of thick wall spiral steel pipe are: high compressive strength, high impact strength, high safety performance, longer service life. The strength of SSAW spiral welded pipe is generally higher than that of straight welded pipe. It can produce welded pipe with larger diameter with narrower billet, and can also produce welded pipe with different diameter with billet of the same width. SSAW Nominal diameter of spiral welded pipe, also known as average outside diameter. This is due to the metal pipe wall is very thin, the outside diameter of the tube and the inside diameter of the tube are almost the same, so take the outside diameter of the tube and the average diameter of the tube as the diameter of the tube.
Treatment technology
SSAW spiral welded pipe is a spiral welded steel pipe made of strip coil plate, extruded at constant temperature and welded by automatic double-wire double-sided submerged arc welding process.
1. The weld gap control device is adopted to ensure that the weld gap meets the welding requirements, and the pipe diameter, the amount of wrong side and the weld gap are strictly controlled.
2. Head and tail butt of strip steel shall be welded by single wire or double wire submerged arc welding and repaired by automatic submerged arc welding after being rolled into steel pipe.
3. The welds after welding are inspected by online continuous ultrasonic automatic damage instrument to ensure the coverage of spiral welds. If there are defects, automatic alarm and spraying mark, production workers at any time to adjust the process parameters, timely elimination of defects.
4. Before forming, the strip is levelled, trimmed, planed, cleaned, transported and treated with curved edges.
5. The electric contact pressure gauge is used to control the pressure of the oil cylinder on both sides of the conveyor to ensure the smooth transmission of the strip steel.
6. After cutting into a single steel pipe, each batch of steel pipe shall undergo a strict first inspection system to check the mechanical properties of the weld, chemical composition, fusion condition, surface quality of the steel pipe and non-destructive inspection to ensure that the pipe making process is qualified before it can be formally put into production.
7. The parts with continuous sonic inspection marks on the weld shall be reviewed by manual ultrasonic and X-ray. If there are defects, they shall be nondestructive tested again after repair until it is confirmed that the defects have been eliminated.